电线电缆价格咨询电话:0550-7778262 15385509815





电缆束丝、绞线产品的质量缺陷和预防
电缆束丝、绞线产品的质量缺陷和预防
1.绞线表面擦伤,刮伤线芯
产生原因:通常一是分线盘上的线嘴磨损,二是单线跳出滑轮,三是穿线用木管或塑料管磨通,四是牵引设备推线板上的定位销损坏,五是压模中有异物等原因。
消除的办法:更换分线盘上的穿线嘴和穿线用的木管、塑料管,检查线芯的走向是否正常,保护线芯不与设备直接磨损,并随时检查压模是否完好,并注意操作方,法。
2.束线、绞线中单线背股、松股
产生原因:一是放线张力不均匀,松松紧紧,张力松的线芯走得多、造成背股,二是压模孔型太大,起不到适当调节张力的作用,三是压模位置不当,绞合角不合理,四是节距比较大等。
束线机束制19股及以上的单线芯,由于束线没有方向的区别,只能同向束制,所以线芯结合呈不规则状态,目前生产厂家大都采用双节距束制,因此束线束制19股以上的线芯,背股,松股现象比绞线严重。
排除方法:对束线(l股以上的束制品)一是改进束线的放线装置,采用较先进的单线张力放线器,使每根单线的张力都可以调整、控制。二是采用导向模,导向模的孔径为束线计算外径叨97%%。这样导向模可以适当调节张力。三是改用单节距的束线机,这种束线机的束制产品,可以达到绞线的水平。四是对背股,松股严重的束线芯,用过模复绕修复的办法,也能达到使用的要求。五是适当调整节距比。
对于绞线产品背股,松股的排除方法:一是调整放线张力,使之均匀。二是改换压模,便线芯在模孔中不要松动,注意压模的喇叭口,如果喇叭口已经损坏,也不能使。三是调整压模座的位置,使绞线的绞入角合理。四是如果绞合节距较大,应适当减小。
3.绞线中单线起槽或表面缺陷
产生原因:单线表面的麻坑、斑疤、三角裂、夹渣等缺陷,主要是材料带来的,当然线芯表面有碎裂现象,也不排除拉线模孔型不合理而产生的,此时需具体情况具体分析。而线芯表面起槽呈连续性,一般都是拉线时造成的,拉线润滑条件恶化,表面粘铝而造成,不呈连续性的起槽,有可能是绞线压模粘异物所致。
消除办法:对于拉线时铝线起槽,应首先检查拉线润滑效果是否能满足拉线的要求,需及时更换润滑油,更换拉线模具,或排除粘在线模上的杂物,认真检查进线,对不合格的进线要及时排除,同时检查压线模有无损伤,有无杂物,要及时修理和更换。

河海船舶及海上石油平台用电力电缆

船用电力电缆适用于各种河海船舶及海上石油平台等水上建筑物传输电能。 生产执行标准 ... [详细]
0.6/1kV聚氯乙烯绝缘聚氯乙烯护套电力电缆

名称: 0.6/1kV聚氯乙烯绝缘聚氯乙烯护套电力电缆 说明: 产品标准:采用GB/T12706 eqv IE... [详细]
ZRC-YJV22,ZRC-YJV交联聚乙烯绝缘电力电缆

交联聚乙烯绝缘电力电缆 一、适用范围 本产品适用于交流额定电压0.6/1KV输配电线路。具... [详细]
电力电缆型号规格及性能参数

●产品标准 本产品按GB12706《额定电压1kV~35kV挤包绝缘电力电缆及附件》标准生产,同时... [详细]
750V柔性无机绝缘防火电力电缆
额定电压750V柔性无机绝缘防火电力电缆 1产品简介 防火电缆是具有阻燃性能的耐火电缆,... [详细]
0.6/1kV及以下挤包绝缘电力电缆

额定电压0.6/1kV及以下挤包绝缘电力电缆 一、产品简介 0.6/1kV电缆称为低压电力电缆,主... [详细]

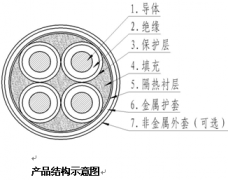
隔氧层阻燃耐火电力电缆
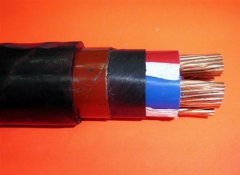
适用范围 本产品适用于交流额定电压0.6/1kv及以下的电力线路、供输配电能之用 使用特... [详细]
6~35kV 交联聚乙烯绝缘电力电缆

6~35kV交联聚乙烯绝缘电力电缆 一、交联聚乙烯绝缘电力电缆简介 交联聚乙烯绝缘电力电... [详细]
手机:(0)15385509815
邮箱:442312308@qq.com
地址: 安徽天长经济开发区